









EBS 4 K ERGON - Rotary stretch-blow-moulders with output rate up to 11,000 bph







Starting from the countless technical innovations introduced on the ERGON EBS series stretch-blow moulders, SMI designers have developed a new series of ultra-compact, fully electronic, rotary stretch-blow moulders called ERGON EBS K (the letter K of the name comes from the German word "kompakt").
Capable of satisfying production demands of up to 11,000 bottles/hour, the new models are available in 2, 3 and 4-cavity versions, and offer all the advantages of rotary technology in a "speed" range (up to 11.000 bottles/hour), traditionally occupied by linear stretchblow moulders.
The EBS K ERGON series of rotary stretch-blow moulders ensures high performances in the stretch-blow moulding of PET, rPET and PP bottles, mainly used in the “food & beverage” sector; thanks to high-tech components, minimized maintenance and operational costs and excellent quality/price ratio, the EBS K ERGON series is the ideal solution for the production of plastic containers of different capacities, featuring various shapes, from the simplest to the most sophisticated ones.
| EBS 2 K ERGON | EBS 3 K ERGON | EBS 4 K ERGON | |
|---|---|---|---|
| Max. output (BPH) | 5500 | 8250 | 11000 |
| Bottle size | min Ø = 44 mm max Ø = 120 mm | min Ø = 44 mm max Ø = 120 mm | min Ø = 44 mm max Ø = 120 mm |
| Cavities | 2 | 3 | 4 |
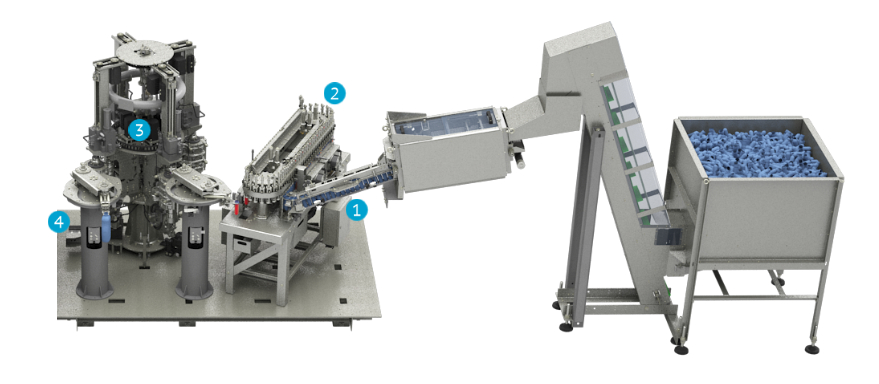
1Preforms feeding
The preforms are transferred from the hopper to the unscrambler through a lifting belt; the unscrambler conveys them to an inclined guide, from where they reach the spacing star wheel at the heating module infeed, by gravitational fall. The star wheel feeds the rotary mandrel chain, through which the preforms are “captured” and let into the heating module.
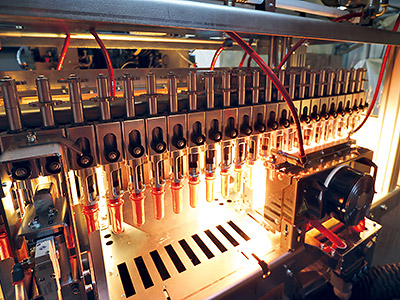
2Preforms heating
Before entering the heating module, equipped with infrared lamps, each preform undergoes accurate checks, which detect its size and vertical position and automatically eliminate the preforms not compliant with the pre-set parameters. The preforms, supported by the mandrels, start moving along the heating module. During the heating process, the preforms constantly turn around themselves, so as to ensure an excellent and symmetrical heat distribution. The heating module is equipped with two different cooling systems: a liquid-fed cooling system, in order to cool the protection ring preventing the preforms thread deformation during the heating process; an air-fed cooling system, in order to keep the temperature inside the heating module as low as to avoid the exposure of the preforms outside walls to too high temperatures. At the heating module outlet, a sensor detects the preform temperature and compares it with the temperature set point; if the two values do not correspond, it increases or decreases the heating module lamps power.
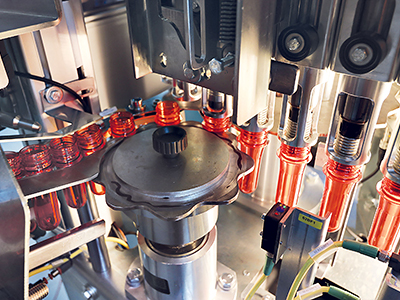
3Preforms stretch-blow moulding
A special rotary group of grippers picks up the preforms from the oven and sets them into the stretch-blowing stations. The stretch-blowing process includes two phases:
- stretching and pre-blowing, which occur simultaneously through the descent of the motorized stretching rod and the supply of low-pressure compressed air;
- final blowing with high-pressure compressed air, through which the containers take their final shape. A counter-pressure air system ensures the perfect locking of the moulds, whereas the mechanical locking of the mold-holders allows bearing the strengths generated by the stretch-blow moulding process with the maximum reliability. Also the stretch-blowing stations are equipped with a liquid-fed cooling system, which keeps the molds temperature constant.

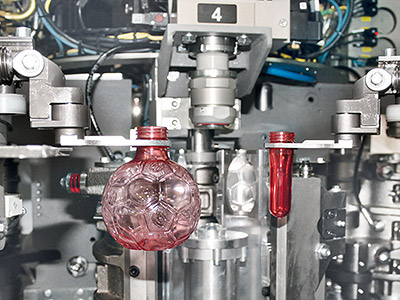
4Bottles outlet
During the blowing process, an accurate measurement system checks that the process follows the pression profile required. In fact, a pressure drop would alter the container shape which would cause the automatic rejection of the container. The finished bottles are picked from the stretch-blowing stations by another rotary group of grippers and put onto an air conveyor which finally transfers them to the filling machines.
Ultra-compact solution
The preform heating section (tunnel) is integrated with the stretch-blow moulding section (carousel) into a single, extremely compact module, that makes the system suitable for installation even on small bottling lines.Rotary stretch-blow moulding system
High-efficiency rotary stretch-blow moulding system equipped with motorized stretch rods, whose functioning, controlled electronically, does not need pneumatic cams. This allows a precise management of the rod path and an accurate control of its position, as well as a significant energy saving.High quality of the bottles produced
The stretch-blow moulding system uses high-performance low dead volume valves, that allow to reduce pre-blowing and blowing times, with advantages in terms of machine performance and quality of the bottles produced.Reduced energy consumption
Thanks to the preform heating module, equipped with high-energy efficiency IR lamps, and to the stretch-blow moulding module equipped with a double stage air recovery system, energy costs related to the production of high-pressure compressed air are reduced.Safe and easy cleaning and maintenance operations
SMI stretch-blow moulders, characterized by a compact and ergonomic structure, are equipped with slightly rounded safety doors; this allows to have more space inside the machine in order to carry out cleaning and maintenance operations easily and safely.Optimized automation and control
The plant is controlled by Motornet System® automation and control technology that ensures the constant maintenance of optimum parameters during the whole production cycle and the direct change of the machine settings, thus simplifying the format changeover operations.Images are for illustrative purposes and data are not binding, as they have to be confirmed by SMI according to the container weight and capacity, machine user's production conditions and technical specifications.
