









EBS 6 KL HC ERGON - Estiro-sopladoras rotativas para envases de alta capacitad con velocidad de producción hasta 9.000 bph







A partir de las innovaciones técnicas introducidas en las estiro-sopladoras de la serie EBS KL ERGON (las letras KL significan “Kompakt Large), los diseñadores SMI han desarrollado una nueva serie de máquinas rotativas ultra-compactadas adecuadas para el soplado de contenedores de alta capacidad (de 3 a 10 litros): la EBS KL HC ERGON.
Los nuevos modelos están disponibles en versiones de 3, 4 y 6 cavidades y pueden alcanzar velocidades de producción hasta 1.500 bph/cavidad.
Las sopladoras rotativas EBS KL HC ERGON garantizan notables prestaciones en el estirado-soplado de envases en PET, rPET y PP, principalmente utilizadas en el sector de alimentos y bebidas; el elevado contenido tecnológico, los costes de ejercicio y mantenimiento extremadamente reducidos así como la excelente relación calidad/precio hacen de la serie EBS KL HC ERGON la solución ideal para producir envases plásticos de diversas capacidades, con formas que van de las más simples a las más innovadoras y complejas.
| EBS 3 KL HC ERGON | EBS 4 KL HC ERGON | EBS 6 KL HC ERGON | |
|---|---|---|---|
| Velocidad max. (BPH) | 4500 | 6000 | 9000 |
| Dimensiones botella | min Ø = 44 mm max Ø = 215 mm | min Ø = 44 mm max Ø = 215 mm | min Ø = 44 mm max Ø = 215 mm |
| Cavidades | 3 | 4 | 6 |
1Alimentación de preformas
Mediante un transportador/elevador adecuado las preformas son transportadas de la tolva de alimentación al orientador; el orientador procede a introducirlas en una guía inclinada, desde la cual, por caída por gravedad, alcanzan la rueda distanciadora a estrella posicionada en el interior del módulo de calentamiento. Dicha rueda alimenta la cadena de los mandriles rotativos, a través de los cuales las preformas son “capturadas” y entran en el módulo de calentamiento.
2Calentamiento de preformas
Antes de entrar en el módulo de calentamiento, dotado de lámparas a rayos infrarrojos, cada preforma individualmente es sometida a controles precisos, que detectan sus dimensiones y la posición vertical, descartando automáticamente todas las preformas que no respetan los parámetros pre-instalados. Las preformas, aguantadas por los mandriles, comienzan entonces su recorrido a lo largo del módulo de calentamiento. Durante todo el proceso de calentamiento las preformas giran constantemente sobre sí mismas, a fin de garantizar una distribución óptima y simétrica del calor. El módulo de calentamiento está dotado de dos diferentes sistemas de enfriamiento: uno por líquido, para enfriar el anillo de protección que hace que el anillo de la preforma no se deforme durante el proceso de calentamiento, y el otro por aire, para mantener la temperatura interna del módulo de calentamiento suficientemente baja, evitando de esta forma la exposición de las paredes internas de las preformas a temperaturas demasiado altas. A la salida del módulo de calentamiento un sensor detecta la temperatura de la preforma, la compara con el set point de temperatura introducido y, en el caso en que los dos valores no coincidan, procede a incrementar o disminuir la potencia de las lámparas del módulo de calentamiento.
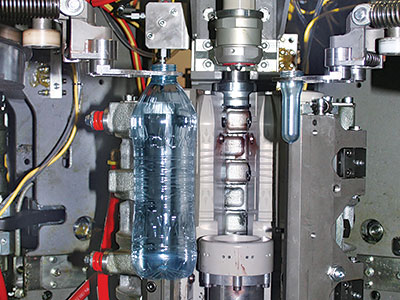
3Soplado de preformas
Un grupo rotativo de pinzas, toma las preformas del horno y las posiciona en el interior de las estaciones de estirado-soplado. El proceso de soplado se divide en dos diferentes fases: estirado y pre-soplado, que se produce contemporáneamente mediante la bajada de la vara de estirado motorizada y la introducción del aire comprimido a baja presión, y finalmente el soplado final con aire comprimido de alta presión, a través del cual los envases adquieren su forma definitiva. Una contrapresión por aire asegura el perfecto cierre de los moldes, mientras que el cierre mecánico de los porta-moldes permite soportar con la máxima fiabilidad los esfuerzos generados por el proceso de estirado-soplado. También está presente en las estaciones de estirado-soplado un sistema de enfriamiento por líquido, que permite mantener constante la temperatura de los moldes.

4Salida botellas
Durante el proceso de soplado, un sistema de medición verifica que el proceso sigue el perfil de presión requerido. En el caso que se verifique una pérdida de presión, en efecto, la forma de los envases se altera y los envases producidos son automáticamente descartados. Las botellas finalizadas son extraídas de las estaciones de estirado-soplado mediante un segundo grupo rotativo de pinzas, introducidas en un transportador aéreo y transportadas a los equipos de llenado.
Solución ultra-compacta
La sección de calentamiento de las preformas (horno) está integrada con la sección de estirado-soplado (carrusel) en un único módulo muy compacto, lo que permite instalar el equipo también en líneas de embotellado de dimensiones reducidas. Gracias a su compacidad, la sopladora puede ser transportada fácilmente y las operaciones de instalación y puesta en marcha pueden ser realizadas en aproximadamente dos días de trabajo.Sistema de estiro-soplado rotativo
Sistema de estiro-soplado rotativo de alto rendimiento con varas motorizadas, cuyo funcionamiento, controlado electrónicamente, no necesita levas neumáticas. Esto permite un control preciso de la trayectoria de la vara de estiramiento y de su posición y un importante ahorro de energía.Alta calidad de las botellas producidas
El sistema de estiro-soplado utiliza válvulas de alta eficiencia y bajo volumen muerto, que permiten reducir los tiempos de pre-soplado y soplado, con ventajas en términos de rendimiento de la máquina y la calidad de las botellas producidas.Reducción del consumo
Gracias al módulo de calentamiento de las preformas, dotado de lámparas de rayos infrarrojos de alto rendimiento, a los paneles termorreflectantes con elementos de cerámica y al módulo de estiro-soplado dotado de un sistema de recuperación del aire a doble estadio, los costes de energía se reducen.Operaciones de limpieza y mantenimiento seguras y simples
Las sopladoras SMI, caracterizadas por una estructura compacta y ergonómica, están equipadas con puertas de protección con una forma curvada. Por lo tanto hay más espacio en la máquina para las actividades de limpieza y mantenimiento que el operador puede llevar a cabo fácilmente y sin riesgo.Automatización y control optimizados
La instalación está gestionada por el sistema de automatización y control Motornet System®; dicho sistema asegura que se mantengan constantes los parámetros óptimos de trabajo durante todo el ciclo de producción y permite modificar directamente las configuraciones de la máquina, con la consiguiente simplificación de las operaciones de cambio de formato.Cambio de formato rápido
Las operaciones de cambio de formato son rápidas gracias tanto al sistema de ajuste con el que la bajada del túnel de alimentación de las preformas está equipada, como al sistema de ajuste de la distancia entre el módulo de calentamiento y el módulo de enfriamiento.Ajustes precisos
Las regulaciones son muy precisas; esta precisión se garantiza en el túnel por un nuevo sistema de ajuste de la distancia entre el módulo de calentamiento y el de refrigeración, controlado por un volante y un contador numérico, y en el carrusel de estirado-soplado por accionamientos electrónicos que controlan la varilla de estirado.Desgaste reducido
La reducción del nivel de desgaste de los componentes se garantiza por un nuevo sistema de manipulación de las pinzas, basado en pinzas preformas/botellas sin muelles, equipadas de levas desmodrómicas, por el utilizo de rodamientos de plástico y por un nuevo sistema de difusores, sin bolas y con sello, del grupo del mandril para la toma de la preforma.Las imágenes son indicativas y los datos no son vinculantes, porque deben ser confirmados por SMI en función de las condiciones productivas y de las especificaciones técnicas del usuario de la máquina.
Contáctanos
Newsletter
© SMI S.p.A. 2026
Nota informativa sobre el tratamiento de tus datos personales - Legal notice
