









EBS 6 KL HC ERGON - Etireuses-souffleuses rotatives pour récipients à haute capacité avec cadence de production jusqu'à 9.000 bph







Suite aux nombreuses innovations techniques introduites sur les étireuses-souffleuses de la série EBS KL ERGON (les lettres KL du nom signifient “Kompakt Large”), les ingénieurs de SMI ont développé une nouvelle série de machines rotatives ultra-compactes prévues pour le soufflage de récipients de haute capacité (de 3 à 10 litres) : l'EBS KL HC ERGON.
Les nouveaux modèles sont disponibles dans les versions à 3, 4 et 6 cavités et peuvent atteindre une cadence de production jusqu'à 1.500 bph/cavité.
Les étireuses-souffleuses rotatives EBS KL HC ERGON garantissent des performances élevées dans l’étirage-soufflage de récipients en PET, rPET et PP, utilisées surtout dans le secteur alimentaire et des boissons. Grâce à la technologie haut de gamme, aux coûts très réduits d’exploitation et d’entretien et au rapport excellent entre qualité et prix, la série EBS KL HC ERGON est la solution idéale pour produire des récipients en plastique, de capacités différentes, avec formes des plus simples aux plus innovantes et sophistiquées.
| EBS 3 KL HC ERGON | EBS 4 KL HC ERGON | EBS 6 KL HC ERGON | |
|---|---|---|---|
| Cadence max. (BPH) | 4500 | 6000 | 9000 |
| Dimensions bouteille | min Ø = 44 mm max Ø = 215 mm | min Ø = 44 mm max Ø = 215 mm | min Ø = 44 mm max Ø = 215 mm |
| Cavités | 3 | 4 | 6 |
1Alimentation des préformes
Au moyen d’un convoyeur spécial, les préformes sont transférées de la trémie d’alimentation à l’orienteur, qui les introduit dans un guide incliné, d’où elles tombent par gravité dans l’étoile de transfert, située à l’entrée du module de chauffage. L’étoile alimente la chaîne des mandrins rotatifs, à travers lesquels les préformes sont “capturées” et entrent dans le module de chauffage.
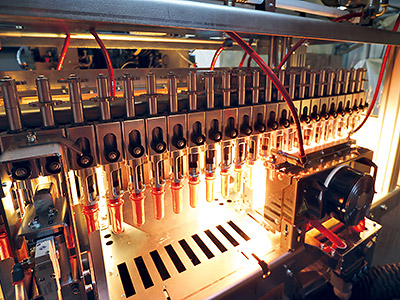
2Chauffage des préformes
Avant d’entrer dans le module de chauffage, équipé de lampes à rayons infrarouges, chaque préforme est soumise à des contrôles approfondis, qui en relèvent les dimensions et la position verticale, en rejetant automatiquement les préformes qui ne correspondent pas aux paramètres pré-établis. Les préformes, soutenues par les mandrins, commencent leur parcours le long du module de chauffage. Pendant la procédure de chauffage, les préformes tournent constamment autour d’eux-mêmes, de façon à garantir une distribution optimale et symétrique de la chaleur. Le module de chauffage est équipé de deux systèmes de refroidissement différents: un système par liquide, pour refroidir la bague de protection qui permet au col des préformes de ne pas se déformer pendant la procédure de chauffage ; un système à air, pour garder la température interne du module de chauffage assez basse, afin d‘éviter que les parois externes des préformes soient exposées à une température trop haute. A la sortie du module de chauffage, un senseur mesure la température de la préforme et la compare avec le “set point” pré-établi; si les deux valeurs ne coïncident pas, il augmente ou réduit la puissance des lampes du module de chauffage.
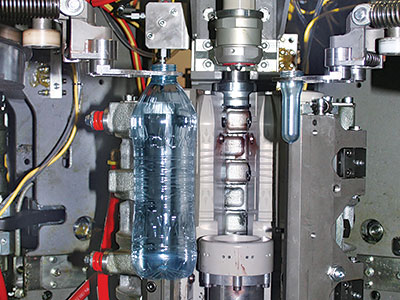
3Etirage-soufflage des préformes
Un groupe rotatif de pinces prélève les préformes du four et les place dans les stations d’étirage-soufflage. La procédure d’étirage-soufflage se déroule en deux phases différentes: étirage et pré-étirage, qui se déroulent simultanément, par la descente de la tige d’étirage motorisée et l’introduction d’air comprimé à basse pression, et le soufflage final, par air comprimé à haute pression, grâce auquel les récipients prennent leur forme définitive. Une contre-pression par air garantit la fermeture parfaite des moules, tandis que la fermeture mécanique des porte-moules permet de supporter les efforts engendrés par la procédure d’étirage-soufflage avec la fiabilité maximum. Même les stations d’étirage-soufflage sont équipées d’un système de refroidissement par liquide, permettant de garder une température constante des moules.

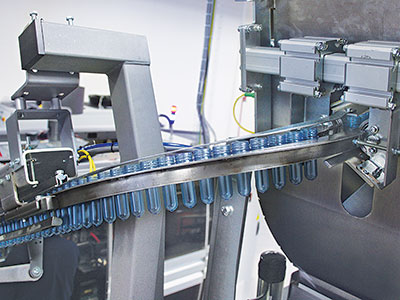
4Sortie des bouteilles
Pendant la procédure de soufflage, un système sophistiqué de mesurage vérifie que le procédé suive le profil de pression requis. En effet, une baisse de pression modifierait la forme du récipient, qui serait rejeté automatiquement. Les bouteilles finies sont prélevées des stations d’étirage-soufflage au moyen d’un autre groupe rotatif de pinces; ensuite, elles sont placées sur un convoyeur à air et dirigées vers les machines de remplissage.
Solution ultra-compacte
La section de chauffage des préformes (four) est intégrée avec la section d'étirage-soufflage (carrousel) dans un unique module très compact, qui rend le système approprié à la mise en place même dans des lignes d'embouteillage de taille réduite. Grâce à sa compacité, la souffleuse peut être facilement transportée et les opérations d'installation et de mise en service peuvent être exécutées dans environ deux journées de travail.Système d'étirage-soufflage rotatif
Système d'étirage-soufflage rotatif à haut rendement équipé de tiges d'étirage motorisées, dont le fonctionnement, contrôlé électroniquement, ne nécessite pas de cames pneumatiques. Cela permet un contrôle précis du trajet de la tige et de sa position et des économies significatives d'énergie.Haute qualité des bouteilles produites
Le système d'étirage-soufflages utilise vannes de haute performance et bas volume mort, qui permettent de réduire les temps de pré-soufflage et soufflage, avec des avantages pour le rendement de la machine et la qualité des bouteilles produites.Réduction de la consommation
Grâce au module de chauffage des préformes, équipé de lampes à rayons infrarouge à haut rendement, aux panneaux thérmorefléchissants avec des éléments céramiques et au module d'étirage-soufflage équipé d'un système de récupération de l'air à double étage, les coûts d'énergie sont réduits.Opérations de nettoyage et d'entretien sûres et simples
Les souffleuses SMI, caractérisées par une structure compacte et ergonomique, sont équipées de portes de protection avec une forme légèrement arrondie. Cela permet donc d'avoir plus d'espace à l'intérieur de la machine pour les activités de nettoyage et maintenance que l'opérateur peut effectuer facilement et en toute sécurité.Automatisation et contrôle optimisés
L'installation est gérée par le système d'automatisation et contrôle MotorNet System®, qui assure la maintenance constante des paramètres parfaits de fabrication au cours de tout le cycle de production et la modification directe des réglages de la machine, en simplifiant ainsi les opérations de changement de format.Changement de format rapide
Les opérations de changement de format sont rapides, grâce tant au système de contrôle dont la descente du tunnel d'alimentation de la préforme est équipée, qu'au système de réglage de la distance entre le module de chauffage et le module de refroidissement.Réglage précis
Les réglages sont très précis ; cette précision est assurée dans le four par un nouveau système de réglage de la distance entre le module de chauffage et le module de refroidissement, contrôlé par un volant et un compteur numérique, et dans la roue d’étirage-soufflage par des actionnements électroniques, qui gèrent la barre d’étirage.Usure réduite
La réduction du niveau d’usure des composants est assurée par un nouveau système de mouvement des pinces, basé sur des pinces préformes/bouteilles sans ressorts et équipées avec des cames desmodromiques, par l’usage des bagues en plastique et par le nouveau système de diffuseurs, sans billes et avec garniture, de l’unité de mandrin prise préforme.Les images sont indicatives et les données ne sont pas contraignantes puisqu'elles doivent être confirmées par SMI en fonction des conditions de production et des fiches techniques de l'utilisateur de la machine.
