









ECOBLOC® ERGON HEVF - Stretch-blow moulding, filling and capping integrated systems for still products







The models from ECOBLOC® HEVF range are the ideal solution for manufacturing, filling and capping PET, rPET and PP containers of different sizes and shapes, from the simplest to the most complex and innovative. Combining stretch-blow moulding, filling and capping functions into a single machine offers several advantages, since the rinser and conveyors between the stretch-blow moulder and the filler are not needed, the risks of product contamination are minimized and the causes of the line inefficiency are eliminated.
ECOBLOC® HEVF integrated systems can be used in the bottling lines of the following products:
1Preforms feeding
The preforms are transferred from the hopper to the unscrambler through a lifting belt; the unscrambler conveys them to an inclined guide, from where they reach the spacer star wheel at the heating module infeed, by gravitational fall. The star wheel feeds the rotary mandrel chain, through which the preforms are “captured” and let into the heating module.

2Preforms heating
Before entering the heating module, equipped with infrared lamps, each preform undergoes accurate checks, which detect its size and vertical position and automatically eliminate the preforms not compliant with the pre-set parameters. The preforms, supported by the mandrels, start moving along the heating module. During the heating process, the preforms constantly turn around themselves, so as to ensure an excellent and symmetrical heat distribution. The heating module is equipped with two different cooling systems: a liquid-fed cooling system, in order to cool the protection ring preventing the preforms thread deformation during the heating process; an air-fed cooling system, in order to keep the temperature inside the heating module as low as to avoid the exposure of the preforms outside walls to too high temperatures. At the heating module outlet, a sensor detects the preform temperature and compares it with the temperature set point; if the two values do not correspond, it increases or decreases the heating module lamps power.
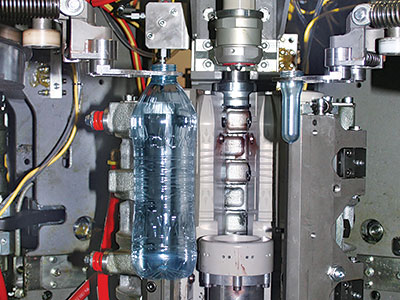
3Preform stretch blow-molding
A special rotary group of grippers picks up the preforms from the oven and sets them into the stretch-blowing stations. The stretch-blowing process includes two phases:
- stretching and pre-blowing, which occur simultaneously through the descent of the motorized stretching rod and the supply of low-pressure compressed air;
- final blowing with high-pressure compressed air, through which the containers take their final shape. A counter-pressure air system ensures the perfect locking of the moulds, whereas the mechanical locking of the mold-holders allows bearing the strengths generated by the stretch-blow moulding process with the maximum reliability. Also the stretch-blowing stations are equipped with a liquid-fed cooling system, which keeps the molds temperature constant.

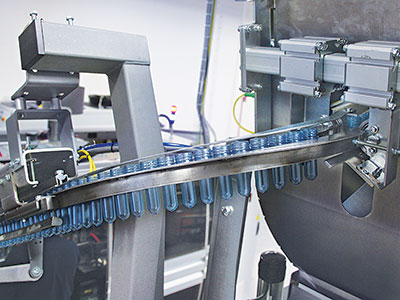
4Empty bottles transfer
After being manufactured by the stretch-blow moulding machine, empty bottles are conveyed from the blower to the filler by "neck-handling" direct transfer by menas of adjoining star wheels. The star-wheel at the blowmoulder outlet is equipped with grippers electronically synchronised with the brackets of the starwheel at the filler inlet.

5Filling
Once the filling station is reached, a gripper grabs the bottle by the neck and places it under the filling valve.
The product to be filled is positioned in an external manifold, from which it is conveyed to the filling valve through a specific pump. The electronic volumetric filling process is carried out through magnetic flow meters, placed upstream of each filling valve. During the filling process, the flow meter detects the amount of product that goes through the valve. The measurement is based on pulses, that are compared to the ones set for the format in use. When the set value is reached, the closure sign is sent to the filling valve.
At this stage the filled bottle is transferred to the capper.

6Capping
A shaped star wheel allows to center the bottle under its capping station. The cap coming from the feeding system is picked by a transfer star wheel called “pick and place”. The capping head picks the cap from the star wheels and applies it to the bottle. According to the cap to be applied (plastic screw cap or pressure cap), the capping system can operate by rotation or pressure.
The filled and capped bottle is transferred to the outfeed conveyor.

7Outfeed conveyor
The filled and capped bottles are transferred to a chain conveyor that conveys the bottles outside the machine. This conveyor is equipped with an automatic height adjusting system, that allows to adjust the bottle base according to the bottle height.
